

Refining the Art of Innovation
GTC Vorro’s Technology Licensing division is shaping the future of energy, sustainability and innovation. We offer a comprehensive line of process technology licensing for the refining, chemical, petrochemical and gas processing industries. Combining cutting-edge technology and transformative environmental solutions, GTC Vorro is meeting the demands of an ever-evolving energy landscape while lowering your carbon footprint. We target solutions to boost production capacity and efficiency while decreasing operating costs.
⇒ Refinery Sulfur Removal

⇒ Sulfur Management Technologies
| Segment | Application | Technology |
|---|---|---|
| Upstream | Wellhead Treatment | Classic Full-Service SweetTreat™ Program |
| Midstream | Central Processing Treatment | ➢ Amine Treatment ➢ Scavenger Systems ➢ Redox/Chelating |
| Downstream | Refining ✦ Fuel Gas ✦ Flare Gas ✦ LPG ✦ FCC Gasoline ✦ ULSD ✦ Redundant TGT | ➢ SweetTreat™ ➢ NanoSØRB™ ➢ SWAATS ➢ BTX Direct™ |
| Downstream | Petrochemical ✦ Naphtha Dearomatization ✦ Pygas HDT | ➢ BTX Direct™ ➢ SweetTreat™ |
Managing Sulfur Effectively
Sulfur removal is integral to achieving low environmental emissions and high efficiency standards. GTC Vorro applies carefully selected processes to augment traditional sulfur recovery operations.
Zero Sulfur Refining
Fuel Gas
GTC Vorro’s SweetTreat® system solves redundant sulfur recovery problems by capturing all of the sulfur quickly and efficiently. When H2S in the fuel gas is burned, it turns to SO2 and SO3, SOx. In the presence of water, these can condense and form H2SO4. Operators can keep the flue stack hot, or avoid the issue by removing the sulfur with SweetTreat® and open up opportunities for heat recovery by cooling this stream against combustion air. Operators must also consider corrosion potential and additional problems as amine units do not remove all of the sulfur consistently.
FCC Gasoline
Conventional methods for sulfur removal use selective hydrotreating, which cannot remove the thiophenic sulfur species to low levels without simultaneously saturating some of the olefins. Olefin saturation results in significant octane loss, and is prevalent at the lower end of the sulfur specification. An excellent way to avoid the octane loss is to relax the FCC gasoline hydrogenation severity and use GTC Vorro’s Catalytic Adsorption Process to remove the final levels of sulfur. This has much lower capital cost and lower operating cost than more expensive alternatives.
Ultra Low Sulfur Diesel
Ultra Low Sulfur Diesel (ULSD) production requires extreme high pressures, temperatures and large catalyst volumes, to remove all of the sulfur components. A consequence is that more of the product cracks to fuel gas, and more hydrogen is required. An excellent way to circumvent these problems is to relax the hydrotreating operation and utilize GTC Vorro’s Catalytic Adsorption Process to polish the diesel to the low specifications with a lower severity operation. Catalytic Adsorption uses nanowire adsorbents which operate at much milder conditions. The process captures the sulfur onto a solid media, which is periodically regenerated where the sulfur is released as SO2, and processed in the Claus unit.
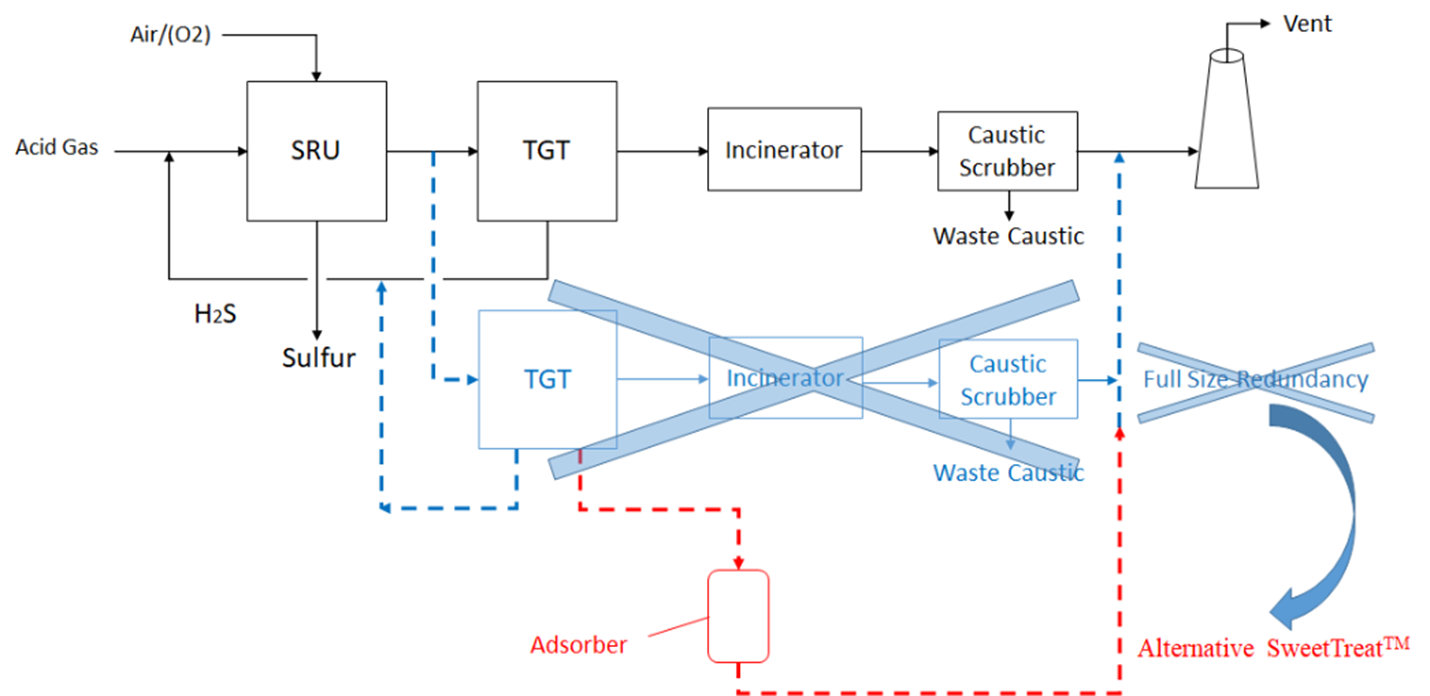
Tail Gas Treating
Tail Gas Treaters are coupled with the Claus Sulfur Recovery Unit to remove the remaining sulfur from the Claus reactors. Both of these units must remain on-line for the refinery to continue operations. As such, many refiners will have redundant SRU and TGT units that operate at reduced rates, or on hot standby. GTC Vorro’s SweetTreat® system can be used as a cost-effective redundant unit for the Tail Gas Treater, as it can always be ready on standby and quickly be brought into service when needed. The primary TGT can then be operated efficiently at full capacity.
LPG
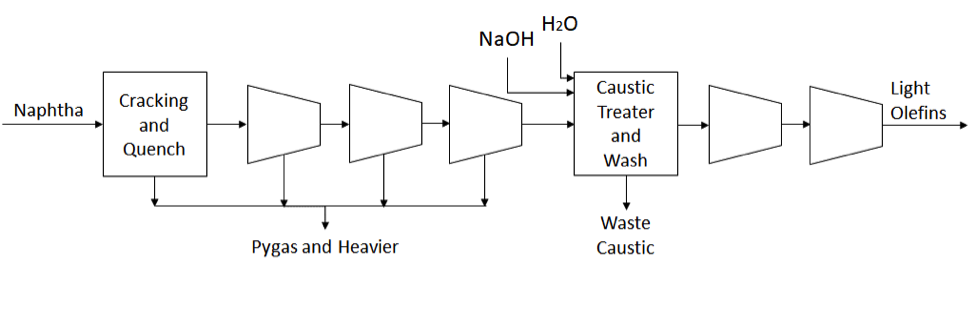
LPG treatment for sulfur removal traditionally uses an oxidation or caustic washing system. This requires a continuous supply of fresh caustic and disposal of waste caustic. GTC Vorro’s Catalytic Adsorption Process is an excellent alternative to remove the sulfur components to very low levels without the nuisance of the traditional processes.
Sulfur Recovery: Application of processes commonly used in the gas processing industry, within refineries to augment the traditional sulfur recovery operations
- Zero sulfur fuel gas, to facilitate low-level heat recovery as well as avoid acid gas dew point concerns.
- Simpli-SWAATS – Combines H2S removal with ammonium thiosulfate production, with technology partner, Thiosolv.
- Claus re-design with direct oxidation of sulfur in the tail gas treating units, avoiding subsequent amine capture and incineration.
- SweetTreat™ system as redundant sulfur recovery unit required by new regulations.

Innovative Petrochemical Solutions
- Hydrocarbon resin feedstock preparation and production. Licenses for high-end resin technology include all resin types, feedstock preparation, and optimization of raw material streams.
- Steam cracker by-product upgrading for BTX and other products.
- Mixed plastic recycling into fuels and petrochemicals.
- Custom-formulated solvents for liquid-liquid extraction and extractive distillation operations.
Zero Sulfur in Refineries
The refining industry is pressured. Environmental regulations dominate investment budgets, and often take the top priority in operating expenditures. Mandates on compliance rule over all else, and must be adhered as a license to operate regardless of the logic or cost/benefit analysis. The Gas Processing Industry faces some of the same challenges, and has found different ways to manage H2S that may be useful in the downstream refinery industry.
Zero Sulfur in Steam Cracker Plants
The petrochemical industry is pressured. Environmental regulations dominate investment budgets, and often take the top priority in operating expenditures. Mandates on compliance rule over all else, and must be adhered to as a license to operate regardless of the logic or cost/benefit analysis. The Gas Processing Industry faces some of the same challenges, and has found different ways for managing H2S that are prudent to consider in the downstream industry.